OIL & GAS EQUIPMENT | Updated May 2025 | 8 min read
• What BTEX stands for and why it matters to oil and gas operators specifically
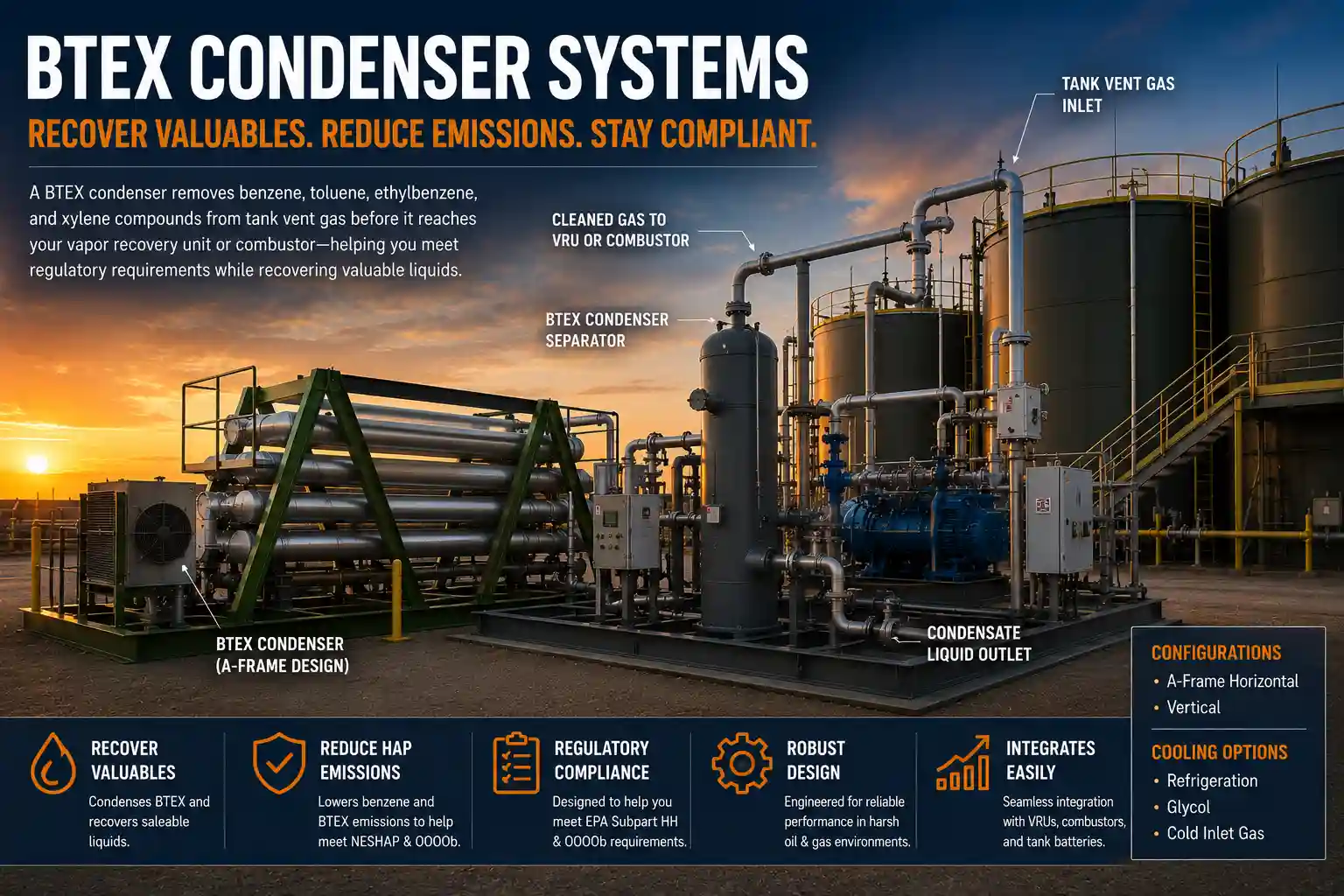
• How a BTEX condenser works within a vapor recovery system
• Which regulatory standards require BTEX control at oil and gas production sites
• The difference between A-frame and vertical BTEX condenser configurations
• When a BTEX condenser is required vs. when a vapor combustor is the right choice
• How to size a BTEX condenser for your tank battery or condensate handling system
• What happens if you operate a VRU without adequate BTEX control
A BTEX condenser is a heat exchanger installed upstream of a vapor recovery unit or combustor to condense and recover benzene, toluene, ethylbenzene, and xylene compounds from tank vent gas before they are burned or released. Under EPA 40 CFR 60 Subpart OOOOb and NESHAP standards, the presence of BTEX in your tank vent gas is not just an air quality concern but a permit compliance issue that can trigger HAP (hazardous air pollutant) emission limits at your production site.
Hero Process Solutions, founded in 2011 and based in Kellyville, OK, manufactures BTEX control systems including both A-frame and vertical condenser configurations designed to integrate directly with existing vapor recovery systems at upstream oil and gas production facilities.
A BTEX condenser is a heat exchanger that chills tank vent gas to condense benzene, toluene, ethylbenzene, and xylene (BTEX) out of the vapor stream before that gas is processed by a vapor recovery unit or combustor. BTEX compounds are hazardous air pollutants (HAPs) regulated under EPA NESHAP standards, and condensing them out of the gas stream reduces HAP emissions, recovers valuable liquid product, and protects downstream VRU equipment from contamination. Hero Process Solutions manufactures BTEX condenser systems in both A-frame and vertical configurations.
1. What BTEX Is and Why It Matters at Production Sites
BTEX is the acronym for four aromatic hydrocarbon compounds: benzene, toluene, ethylbenzene, and xylene. These compounds are naturally present in crude oil, condensate, and produced water, and they volatilize into the gas space above storage tanks at production sites. When tank vents open — due to thermal breathing, working losses during filling, or pressure relief — that BTEX-laden vapor is released.
Why BTEX Is Regulated Differently from General VOCs
Standard VOC emissions controls focus on total volatile organic compound mass. BTEX compounds require separate attention because benzene is a known human carcinogen. The EPA classifies benzene as a hazardous air pollutant (HAP) under Title III of the Clean Air Act, and oil and gas production sites with benzene emissions above certain thresholds are subject to National Emission Standards for Hazardous Air Pollutants (NESHAP) — specifically 40 CFR Part 63, Subpart HH (for oil and natural gas production facilities).
A vapor recovery unit (VRU) alone does not constitute BTEX control. A VRU captures the vapor volume and routes it to a compressor or combustor. Without a BTEX condenser upstream, the BTEX compounds pass through the VRU vapor stream and are either combusted (destroying them) or returned to the gas line (where they remain in the gas phase). Installing a BTEX condenser upstream recovers liquid aromatics as a saleable product and reduces HAP loading on downstream equipment.
2. How a BTEX Condenser Works
A BTEX condenser is a shell-and-tube or plate-and-frame heat exchanger that uses a refrigeration circuit or cold glycol loop to chill the incoming tank vent gas below the dew point of the BTEX compounds. When the gas temperature drops below the dew point, the heavy aromatics condense out as liquid and fall to the bottom of the separator section, where they are collected and returned to the storage tank or sent to a product line.
Cooling Circuit Options
The cooling medium for a BTEX condenser can be refrigeration (mechanical cooling) using a dedicated refrigeration unit that circulates refrigerant through the condenser to achieve low temperatures (typically minus 20 to minus 40 degrees F for deep BTEX removal); glycol cooling using a recirculating glycol-water system chilled by an ambient cooler or refrigeration unit; or cold inlet gas in certain process configurations. Refrigeration provides the most complete BTEX extraction but requires power and refrigerant maintenance.
Condensate Recovery
The liquid collected in the BTEX condenser separator includes benzene, toluene, ethylbenzene, xylene, and often heavier hydrocarbons that also condense at the operating temperature. This liquid is valuable — it has a market value as condensate or can be blended back into the crude oil stream. Operators who treat BTEX condenser systems purely as emission control equipment miss the product recovery benefit that offsets operating cost.
3. When a BTEX Condenser Is Required vs. When a Combustor Is Sufficient
Both BTEX condensers and vapor combustors can address BTEX emissions from tank vents. The right choice depends on your regulatory situation, the quantity of BTEX in your vent gas, and whether you want to recover or destroy the BTEX.
| Control Method | BTEX Fate | Product Recovery | Power Required | Best For |
|---|---|---|---|---|
| BTEX condenser | Recovered as liquid condensate | Yes | Yes (refrigeration) | High BTEX loading, product recovery priority |
| Vapor combustor | Destroyed | No | Minimal (pilot only) | Lower BTEX loading, destruction is permitted |
| BTEX condenser + combustor | BTEX condensed, residual gas combusted | Partial | Yes | Maximum HAP control, stricter permit limits |
4. Regulatory Requirements for BTEX Control at Production Sites
BTEX control at oil and gas production facilities is governed by multiple overlapping regulatory programs. See Hero Process Solutions’ OOOOb compliance page for a full breakdown of applicable standards.
NESHAP 40 CFR Part 63, Subpart HH
Subpart HH applies to major and area sources of HAP emissions from oil and natural gas production facilities. It specifically regulates benzene emissions from glycol dehydration units and can apply to tank emissions in certain facility classifications. If your site is a major source of HAP (10 tons per year or more of a single HAP, or 25 tons per year of combined HAPs), Subpart HH and its equipment leak and emission control requirements apply.
40 CFR 60 Subpart OOOOb
The OOOOb standard addresses VOC and methane emissions from production sites constructed or modified after December 2022. For affected storage vessels, OOOOb requires VOC emission controls on tank batteries above certain throughput thresholds. BTEX is a subset of the VOC stream, so OOOOb compliance for the tank as a whole addresses some of the BTEX reduction obligation.
Installing a VRU at a tank battery does not automatically resolve BTEX compliance. If your VRU routes captured gas to a compressor and back into the gas line (without combustion), the BTEX compounds remain in the gas phase and are not “controlled” for NESHAP purposes. Confirm with your regulatory counsel whether your VRU configuration qualifies as a HAP control device for the specific BTEX emission point.
5. Sizing a BTEX Condenser for Your Operation
BTEX condenser sizing depends on the volume of tank vent gas, its BTEX concentration, the operating temperature of the condenser, and the required BTEX removal efficiency. Key sizing inputs include:
- Tank vent gas flow rate (SCFH or SCFD)
- Inlet gas temperature (warmer incoming gas requires more cooling capacity)
- BTEX concentration in the vent gas (ppmv total, and by compound)
- Required outlet temperature (lower outlet temperature achieves greater BTEX removal)
- Product recovery goals vs. minimum compliance requirement
Hero Process Solutions’ engineering team uses gas composition data and flow measurements to specify BTEX condenser size and refrigeration capacity. Providing a tank emission estimate or a measured vent gas sample analysis is the starting point for an accurate sizing. The liquid knockout configuration downstream of the condenser is also part of the system design to ensure condensate capture and drainage.
Common Mistakes to Avoid
| Mistake | Why It Hurts | Fix |
|---|---|---|
| Installing a VRU without evaluating BTEX content | VRU may route BTEX back to gas line without control; NESHAP violation potential | Get a vent gas composition analysis before specifying VRU |
| Assuming a combustor resolves all BTEX obligations | If gas goes to sales line, combustion is not an option | Confirm regulatory pathway with EHS counsel before choosing control method |
| Undersizing the refrigeration unit | Inadequate cooling; BTEX not condensed to required level | Size refrigeration based on worst-case inlet temperature (summer peak) |
| Ignoring BTEX condensate product value | Missing recoverable product revenue | Calculate BTEX liquid volume and value at current condensate prices |
| Not testing vent gas BTEX concentration | Sizing based on estimates rather than actual data | Commission a vent gas grab sample analysis before equipment specification |
Article Summary
- A BTEX condenser is a heat exchanger that chills tank vent gas to condense benzene, toluene, ethylbenzene, and xylene as liquid condensate before the gas enters a VRU or combustor.
- BTEX compounds are classified as hazardous air pollutants (HAPs); benzene is a known carcinogen regulated under EPA NESHAP 40 CFR Part 63, Subpart HH.
- A VRU alone does not constitute BTEX control; the condenser must be installed upstream to remove BTEX from the vapor stream.
- BTEX condensers use refrigeration or glycol cooling circuits to achieve outlet temperatures that drop the gas below the BTEX dew point.
- Recovered BTEX condensate has market value as a liquid product and can offset the operating cost of the refrigeration system.
- The choice between a BTEX condenser and a vapor combustor depends on product recovery goals, gas disposition, and applicable permit conditions.
- State-level benzene rules in Texas (TCEQ) and Oklahoma (DEQ) add requirements beyond federal NESHAP standards.
- Hero Process Solutions manufactures both A-frame and vertical BTEX condenser systems for upstream production sites.
Frequently Asked Questions
What does BTEX stand for in oil and gas?
BTEX stands for benzene, toluene, ethylbenzene, and xylene — four aromatic hydrocarbon compounds naturally present in crude oil, condensate, and produced water. These compounds volatilize readily at ambient temperatures and are found in the vapor space above storage tanks at oil and gas production sites. Benzene is classified as a known human carcinogen and a hazardous air pollutant (HAP) under the Clean Air Act.
Do I need a BTEX condenser if I already have a vapor recovery unit?
Not necessarily, but a VRU alone does not control BTEX for NESHAP compliance purposes unless the captured gas is combusted and destroyed. If your VRU routes captured gas back into the sales line, the BTEX compounds are not removed from the vapor stream. Confirm your BTEX emission obligations and the appropriate control method with your EHS team or regulatory counsel before deciding.
What is the difference between a BTEX condenser and a vapor combustor?
A BTEX condenser recovers BTEX compounds as liquid condensate by chilling the vapor stream below the dew point of the aromatic compounds. A vapor combustor destroys BTEX by burning the vent gas at high temperature. Both achieve emission reduction, but only the condenser recovers a liquid product. The right choice depends on whether your gas is destined for sales or combustion, your BTEX loading, and your specific permit conditions.
How are BTEX condensers regulated at oil and gas production sites?
BTEX at production sites is primarily regulated under EPA NESHAP 40 CFR Part 63, Subpart HH and under state air quality rules in Texas and Oklahoma. EPA 40 CFR 60 Subpart OOOOb also addresses VOC (which includes BTEX) from storage vessels above certain throughput thresholds. The applicable standard depends on your source classification and emission rates.
Can a BTEX condenser pay for itself through product recovery?
Yes, in many cases. The BTEX condensate recovered from a properly sized condenser has market value as a liquid hydrocarbon product. At sites with high BTEX concentrations in the tank vent gas, the recovered condensate volume can generate revenue that offsets the operating cost of the refrigeration system within the project payback period. A Hero Process Solutions engineer can estimate the recovery volume and value based on your gas composition and flow rate.




